Choosing the right LED module starts with six checks – application fit, light quality, driver matching, compliance path, long-term cost and supplier capability. I would not stop at broad words like high brightness or good quality. For a real lighting project, the first check should already include numbers such as target lumen output, lm/W, CCT, CRI, SDCM, voltage, current, IP rating, beam angle, operating temperature, and expected production quantity.
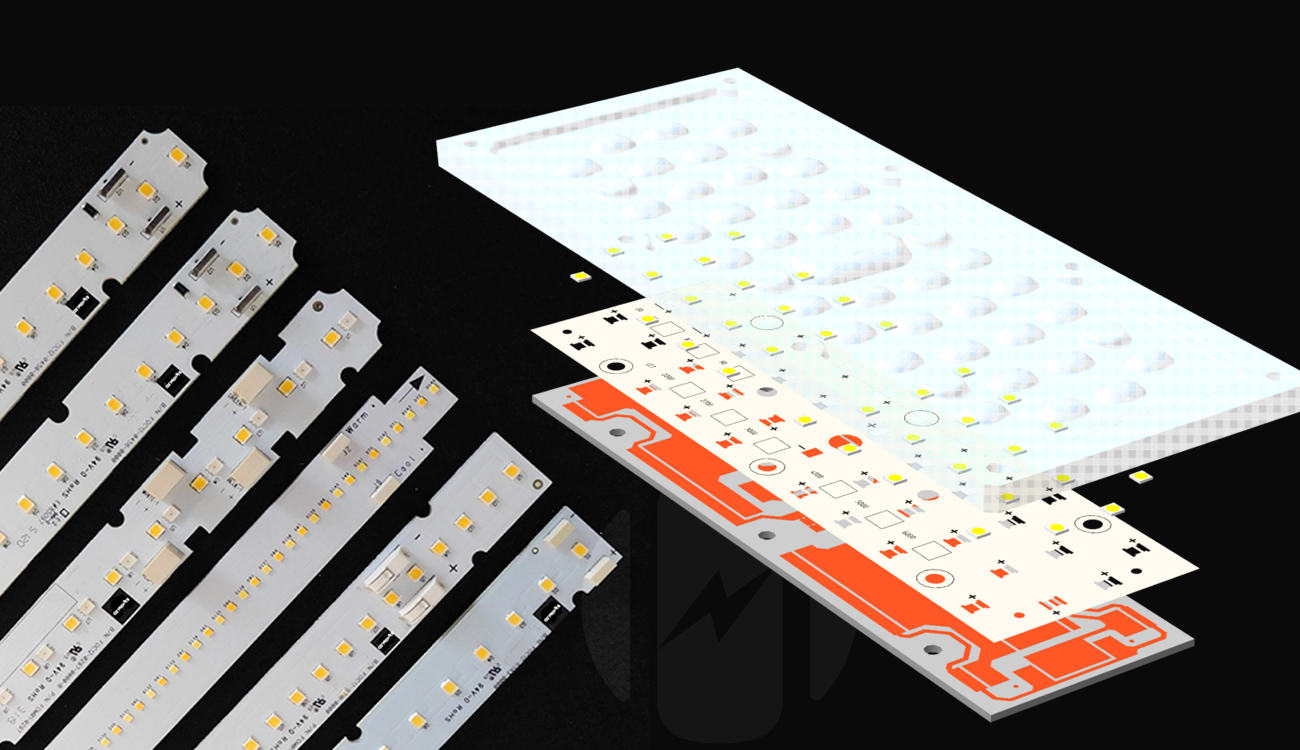
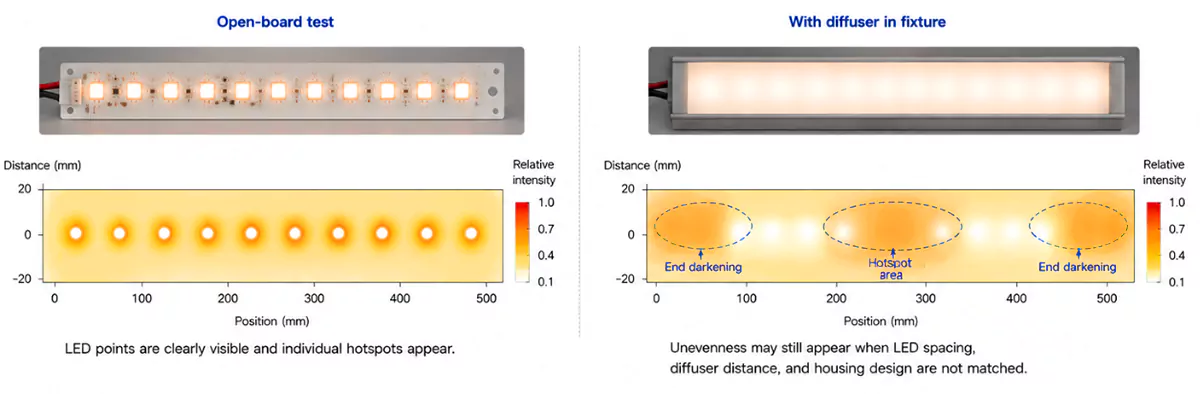
A sample can look acceptable on the bench and still change inside the final fixture. A 4000K module may look bright in open testing, then show uneven rows after a diffuser is added. A replacement LED module may match voltage, but still fail because the connector direction, screw holes, or PCB outline do not fit the old housing. That is why I usually read the LED light module as a compact lighting system. The LED package, PCB, driver, optics, housing, wiring, and test method all need to match the real product.
Start from the application, not the catalog.
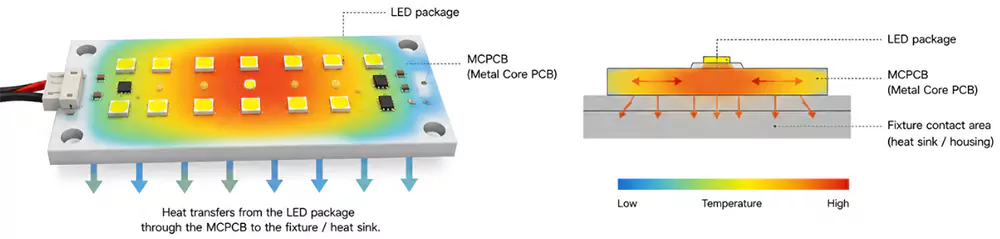
The right LED module is the one that fits the working scene, fixture structure and visual target. I would first check whether the module runs 8 hours or 16 hours a day, whether it sits in an open fixture or a narrow aluminum profile, and whether the installation leaves enough contact area for heat transfer.
For indoor commercial lighting, visual quality often matters more than peak brightness. A led module light source for shelves, cabinets, offices, or linear fixtures may use 3000K, 3500K or 4000K, depending on the atmosphere and product category. CRI 80 is common for general lighting, while CRI 90 or higher is usually safer for fashion retail, cosmetics, grocery displays, galleries, and other places where color appearance affects buying decisions.
For outdoor and semi-outdoor lighting, protection becomes more important. A LED module waterproof project needs more than a waterproof label. We would check the IP rating, sealing method, cable exit, coating, connector, and operating temperature. IEC 60529 defines IP ratings as protection levels for enclosures against dust and liquids, so the rating should match the actual exposure instead of being used as a vague marketing word.
Replacement LED module work needs another kind of caution. Voltage, current, and wattage matter, but many replacements fail because of PCB outline, mounting holes, connector direction, lens height, diffuser distance, polarity, or CCT mismatch. Electrically correct does not always mean mechanically or visually correct.
Check light quality before chasing brightness.
A suitable LED module for a current lighting project should meet the following light performance specifications: luminous flux, luminous efficacy, color temperature (CCT), color rendering index (CRI), dispersion profile (SDCM), beam angle, and uniformity. While brightness is important, it alone cannot determine whether a final LED module lighting product meets the requirements.
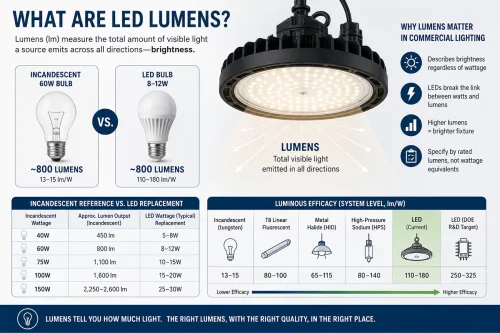
- Luminous flux tells how much visible light the module produces. Luminous efficacy, measured in lm/W, shows how efficiently the led lights module turns power into light. Currently, the luminous efficacy of LED lighting modules on the market is typically 130-160 lm/W, while our high-efficiency LED modules can achieve 180-265 lm/W, and can be fully customized to meet customer needs.
- And CCT decides whether the light feels warm, neutral, or cool. Common lighting choices often include 2700K, 3000K, 3500K, 4000K, 5000K and 6500K. Warm white works better for hospitality and relaxed spaces. Neutral white often fits offices and retail. Higher CCT can work for task lighting, industrial lighting, and some signage, but it may feel harsh in spaces where people stay for long periods.
- CRI describes how naturally colors appear under the light. In many general LED module lights, CRI 80 is a practical baseline. For retail displays, food lighting, fabric inspection, cosmetics counters, and high-end interiors, CRI 90 or above usually gives a safer visual result. I would not treat CRI as a decorative upgrade. It affects how skin tone, packaging, paint, fabric, fruit, meat, and materials look after installation.
- SDCM controls color consistency. A lower SDCM means tighter color variation. In visible multi-module layouts, 3 step SDCM is often a stronger target, while 5 step SDCM may still work in less color-sensitive projects. For long modular led light panels or linear fixtures, poor SDCM is easy to notice because the eye catches uneven color rows faster than small lumen differences.
- Beam angle and uniformity should be checked with the real optical structure. SMD LED lighting modules require the addition of lenses, diffusers, and reflectors to achieve uniform, directional lighting. Improper optical control can lead to streaks, dark areas, or edge shadows. Our engineering team tends to focus on luminaire performance when developing LED lighting modules, as optical components have a greater impact on the final result than described in datasheets.
Match the driver and electrical design early.
The driving solution for LED lighting modules is more than just lighting up the module. It affects current stability, flicker, dimming, heat generation, lifespan, and luminous efficiency. For high-efficiency LED modules, our engineers simultaneously match the LED package, operating current, voltage range, PCB heat dissipation path, and driver solution, rather than selecting the LED first and then treating the driver as a subsequent accessory.
This is crucial because the same LED package size does not necessarily mean the same electrical characteristics. For example, our proprietary 5050 LEDs have different series depending on the package material and structure; their color rendering index (CRI), operating voltage range, rated current, and luminous efficacy all differ. One version may offer a higher lm/W value at a lower current, while another may support a unique RG0 effect. If the module is driven beyond the operating conditions of the LED chip, the sample may initially appear bright, but in a real luminaire, it will result in reduced efficiency, higher operating temperatures, or faster luminous flux decay.
For constant-current designs, the current must match the LED string and thermal capacity. Higher current can raise lumen output, but it can also reduce efficacy and increase junction temperature. For constant-voltage modules, we would check voltage, current draw, wiring length, voltage drop, and power supply margin. For an AC LED module, RGB LED module, or dimmable module, the design also needs to confirm channel control, dimming method, driver compatibility, and safety margin.
This is where the Hightek’s engineering role fits the discussion. Its high-efficiency LED module work is not only about using efficient LEDs, but about matching LED selection, PCB layout, thermal design, driver matching, optics, and production validation so the approved output can be maintained inside the final product.
Treat compliance as part of design.
Compliance should be considered before the PCB layout, component selection and housing design are locked. Depending on target market and product type, the project may need RoHS, CE-related requirements, UL, ETL, IEC safety standards, EMC review, IP rating, material documentation, or buyer-specific testing.
- For some EU-related projects, RoHS is especially relevant because it restricts hazardous substances in electrical and electronic equipment, including lead, cadmium, mercury, hexavalent chromium, PBB, PBDE, DEHP, BBP, DBP, and DIBP.
- For wet, damp, or outdoor use, IP rating should match the real exposure level. Indoor cabinet lighting may not need waterproof protection. Outdoor signage, canopy lighting, refrigeration, damp commercial spaces, and industrial fixtures may need sealing, coating, waterproof connectors, or cable protection.
Compare cost through the whole project.
The lowest LED module quote is not always the lowest project cost. I usually separate cost into visible cost and hidden cost. Visible cost usually includes LEDs, PCB material, driver, lens, connector, assembly, testing, packaging and tooling. Hidden cost includes the redesign, sample delays, certification failure, poor color consistency, unstable supply, and field replacement.
Taking PCB substrate materials for LED lighting modules as an example: FR4 PCB may be enough for low-power or cost-sensitive modules. Aluminum PCB is often used when heat dissipation matters more. Copper substrate may enter the discussion when heat density is higher, although it usually raises cost. A simple diffuser may work for backlighting, while a precision lens or optical structure may be needed for a cleaner beam.
Choose a supplier that can connect engineering and production.
A reliable LED module manufacturer should be able to discuss the LED package selection, PCB material, driver matching, optical design, thermal path, BOM control, SMT assembly, testing, and production repeatability. If a supplier is only responsible for basic production and shipping, I suggest you exercise caution.
This is where Higntek fits naturally. Higntek positions itself as a technology-driven LED lighting module solutions manufacturer. Our official capabilities include 8 fully automated SMT lines, 25 Samsung machines, 4 reflow soldering ovens, BOM verification, SMT assembly, post-assembly processing, optical lens installation, conformal coating application, X-ray inspection, ICT, and 100% final product checks. These are relevant to custom LED module projects because approval is not only about one good sample. Our products must also reproduce approved light output, electrical performance, assembly quality, and material consistency during production.
A standard LED module is enough when it fits the project without forcing the fixture, driver, optical structure, approval process or future supply plan to change. Custom design becomes worth discussing when the standard module seems usable at sample stage but creates hidden cost in assembly, visual consistency, thermal margin, certification or repeat production.
We would not divide the choice by standard is cheap, custom is expensive. That is too simple for B2B lighting projects. The real dividing line is risk ownership. If a standard led light module fits the housing, works with the selected driver, meets the required CCT and CRI range, passes optical testing in the final diffuser, and stays available for repeat orders, it can be the better choice. There is no need to customize just to make the project look more technical.
The decision changes when the standard module asks the customer’s product to compromise. A module that is 3 mm too long may force a housing change. A connector facing the wrong direction may slow down assembly. A 5-step SDCM option may be acceptable for utility lighting but too loose for a long retail shelf where color rows are visible. And a module that passes brightness testing in open air may run too hot inside a slim aluminum profile. In those cases, the standard module is not really saving cost. It is moving cost into redesign, testing, production handling, or field complaints.
| Decision | Standard module is practical when | Custom module becomes stronger when |
|---|---|---|
| Mechanical fit | PCB size, hole position, connector direction, and cable exit already fit the fixture | The housing, diffuser, lens clearance, or assembly process must change to accept the module |
| Optical result | CCT, CRI, SDCM, beam angle, and uniformity pass inside the final fixture | The module needs CRI 90+, 3-step SDCM, special LED spacing, lens matching, or diffuser-specific tuning |
| Electrical design | Voltage, current, driver, dimming method, and wiring length already work safely | The project needs a dedicated driver, AC LED module structure, RGB control, special current setting, or lower flicker |
| Thermal margin | The module runs within the project’s heat limit in the actual housing | Output drops, surface temperature rises, or the fixture has limited space for heat transfer |
| Compliance and approval | Existing documentation and material choices support the target market | The product needs project-specific materials, waterproof protection, traceability, or buyer-specific testing |
| Supply plan | The module is easy to source and the project is short-term or low-volume | The product line needs stable batches, controlled BOM, repeat orders, or private configuration |
For Higintek, all these decisions can be made more concretely at the engineering level. Our linear LED modules offer a variety of beam angle options, including 30°, 60°, 90°, 120°, and 160°, as well as custom optical angles. Color capabilities also cover monochrome, dual-color, RGB, RGBW, RGBIC, and RGBCCT module designs, and support dimming options such as 0-10V, DALI, PWM, and TRIAC (where applicable). I still recommend confirming the final driver scheme, wiring method, channel control, and controller compatibility during the design phase, as not every control method is suitable for current lighting module structures.
A custom LED lighting module can be adjusted across the mechanical, optical, electrical, thermal, and production details. The most common customization items include the module size, PCB shape, LED layout, luminous flux, luminous efficacy, CRI, CCT, SDCM, beam angle, driver matching, wiring, connectors, waterproof protection and structural fit.
For mechanical design, the LED lighting module may need a specific PCB outline, screw-hole position, connector direction, cable exit, lens clearance or diffuser distance. This is very common in modular led light panels, linear fixtures, cabinet lights, led light modules for signs, and replacement LED module projects where a few millimeters can decide whether assembly is smooth or frustrating.
For optical design, customization may involve LED package selection, LED spacing, lens matching, diffuser matching, beam angle, light uniformity, brightness level, color temperatures, CRI, and SDCM. A high-lumen module is not automatically better. In many commercial lighting products, a cleaner beam, tighter color consistency, and better performance after the diffuser matter more than peak output on an open test bench.
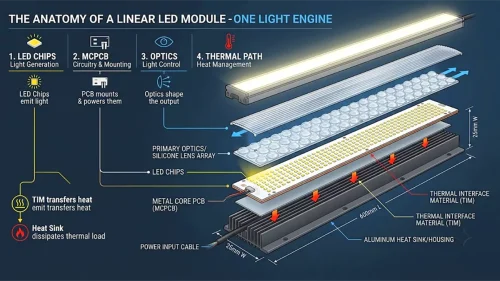
For electrical and thermal design, customization may include the constant-current design, constant-voltage design, AC LED module structure, dimming support, RGB channel control, power rating, current setting, connector type, PCB material, LED spacing, heat-transfer path, coating, and waterproof protection. This is where the “module as a system” idea matters. So we would think an LED array or module as LED packages on a PCB or substrate, possibly with optical elements and thermal, mechanical, and electrical interfaces intended to connect to a driver. And that reminds us that led module lighting performance comes from the full assembly, not the LED chip alone.
For reliability, driver and system design should not be treated as side details. A 2021 IEA 4E SSL Annex literature review noted that, as LED packages matured, other system components became weak links. One cited outdoor luminaire study found that over 70 percent of failure modes in one model, across 212 million field operation hours, were due to the driver, although the report also warns that this result should not be generalized to every LED system. That is why I would never separate custom LED module design from driver matching and thermal review.
Higntek meets the needs of customers who require end-to-end engineering support from concept review to production, rather than just an off-the-shelf product catalog. We are a technology-driven LED lighting module solutions manufacturer, supporting custom LED module development, LED PCBA and SMT assembly, BOM and component support, optical and electrical design support, sample verification, testing, and mass production. Furthermore, our professional engineering team can provide customized LED PCBA and module solutions based on project requirements, including design review, component selection, optical configuration, and sample verification.
Therefore, the real value goes beyond simply getting a sample lit. A stronger LED module manufacturer can help customers confirm whether the same optical effects, electrical performance, assembly quality, and material consistency can be mass-produced. For custom LED modules, business decisions often become clear at this point. If a project requires a stable product line rather than temporary samples, then customization is often a more secure approach to controlling performance, approvals, and repeat production.